 English▼
English▼




categorias de produtos
- piloto de bateria / linha de produção
- montagem de laboratório de bateria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Li-íon da bateria materiais
- materiais ativos de cátodo
- ânodo materiais ativos
- Customized Battery Electrode
- Materiais de célula de moeda
- chip de lítio
- peças de célula cilíndrica
- coletores de corrente da bateria
- materiais condutores da bateria
- eletrólito e bolsa
- Metal Mesh
- fichário de bateria
- separador e fita
- filme laminado de alumínio
- tira de níquel / folha
- Battery Tabs
- materiais de grafeno
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toda a máquina de montagem da bateria
- testador e analisador de bateria
- Battery Safety Tester
- Material Characterization Tester
- máquina de prensagem
- máquina de solda a ponto de metal
- máquina misturadora a vácuo
- máquina de crimpagem / desmontagem
- máquina de selagem a vácuo
- enchimento de eletrólitos
- empilhamento / máquina de enrolamento
- cortador de eletrodos / talhadeira
- malote formando máquina
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Caixa de luva de vácuo
- fornos
- pressão hidráulica
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- moinho de bolas
- misturador centrífugo planetário / moinho
- máquina de laboratório
- Fornos de vácuo
- câmara de teste de temperatura e umidade
- Hardness Tester
- Spray Dryer
- incubadora
- evaporadores rotativos
- Viscometer
- Three Roller Mill
- analisador de área de superfície
- triturador de laboratório
- máquina de cura uv
- congeladores ultra-baixos
- Water Chiller
- Laser Cleaning Machine
- Cutting Machine
- Bateria
- outro equipamento de laboratório
- espuma de eletrodo de metal
Contate-nos
- Se você tiver dúvidas, entre em contato conosco, todas as perguntas serão respondidas
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Adicionar : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
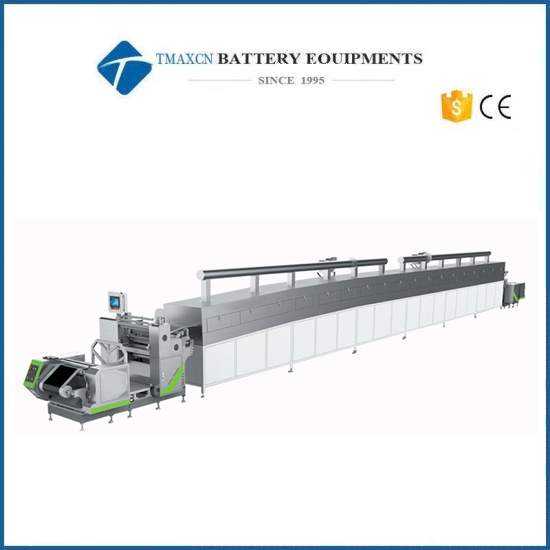
Máquina de revestimento de matriz de extrusão de precisão de fenda lateral única para linha de produção de baterias
Model Number:
TMAX-XHPT-5063-MMPagamento:
L/C D/A D/P T/T Western UnionDelivery Time:
90 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Anterior:
Máquina de corte automática rolo a rolo para linha de produção de bateria de lítioNa próxima:
Máquina de revestimento de matriz de extrusão de dupla face de alta precisão
Máquina de revestimento de matriz de extrusão de precisão de fenda lateral única para linha de produção de baterias
1. Processo F baixo
O material de base da placa polar colocada no dispositivo de desenrolamento entra no sistema de tensão de desenrolamento após a correção automática e entra na cabeça de revestimento após o ajuste da tensão de desenrolamento. A placa polar é revestida de acordo com o procedimento de configuração do sistema de revestimento. A peça de eletrodo molhada revestida entra no forno e é seca por ar quente. A tensão da peça polar seca é ajustada pelo sistema de tensão e a velocidade do enrolamento é controlada para sincronizar com a velocidade do revestimento. A peça polar é retificada automaticamente pelo sistema retificador para mantê-la na posição definida e é enrolada pelo dispositivo de enrolamento.
2 . Equipamento C oposição
1) Mecanismo de desenrolamento
2) Mecanismo de revestimento
3) Forno
4) Mecanismo retificador de exportação
5) Mecanismo de descarga
6) Mecanismo do enrolador
7) Sistema de controle elétrico
8) Sistema de alimentação de precisão
3 . M ain P arameter
NÃO. |
P projeto |
P arameter |
R marcas |
1 |
Normal S fez xixi de C flutuando |
≤2 4 m/min |
A velocidade normal do revestimento está relacionada ao sistema de material, espessura do revestimento e teor de sólidos |
2 |
Revestimento S fez xixi UMA precisão E erro |
≤0,1m/min |
|
3 |
Revestimento C idth |
≤650mm |
|
4 |
Revestimento eu comprimento ( S inglês P gelo) |
≤2500mm |
|
5 |
Revestimento M máquina S fez xixi |
40m/min |
|
6 |
No geral eu comprimento de C aveia |
≤43m |
Tem uma ótima relação com a configuração |
7 |
Equipamento UMA ir P ressegurar |
0,6 ~ 0,8 MPa |
Seco e livre de impurezas |
8 |
Solteiro S ideia C flutuando D ry T caipira E erro |
Li(NiCoMn)O2 , LiFePO4, C obalto±2μ (Mn ± 2 μ ) |
Borda, cabeça e cauda 8mm estão excluídos |
9 |
Dobro S ideia C flutuando D ry T caipira E erro |
Li(NiCoMn)O2 , LiFePO4, C obalto±3,0μm (Mn ± 3 μ ) |
|
10 |
Solteiro S ideia C oito E erro em S inglês C quadril |
±1,5% |
Método de medição (FIG. B ) |
11 |
Mínimo C flutuando eu Ength |
20mm |
|
12 |
Mínimo eu Ength D imensão de S inglês P velho P gelo |
50mm |
( O ne revestimento mais lacuna) |
13 |
Mínimo eu Ength D imensão de S inglês D ouble S segmento P velho P gelo |
100mm |
( Dois revestimentos mais folga) |
14 |
Solteiro S ideia T caipira E erro de E eletrodo H ler e T tudo |
-10μm~ +5μm |
|
15 |
Intervalo C flutuando M mínimo G ap |
10mm |
Com a velocidade de revestimento, quanto mais rápida a velocidade, maior a folga mínima . |
16 |
Precisão E erro de C flutuando eu Ength |
±1,0 mm |
Dentro de 3000mm |
17 |
Sobreposição E erro de F frente e B ack C flutuando |
±0,5 mm |
|
18 |
Sobreposição E erro de F frente e B ack C flutuando E borda |
±0,5 mm |
|
19 |
Beira você uniformidade E erro de C descobrindo |
± 1 mm (iniciar o cálculo após 5 voltas) |
Φ rolo de 500mm |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

