 English▼
English▼




categorias de produtos
- piloto de bateria / linha de produção
- montagem de laboratório de bateria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-íon da bateria materiais
- materiais ativos de cátodo
- ânodo materiais ativos
- Customized Battery Electrode
- Materiais de célula de moeda
- chip de lítio
- peças de célula cilíndrica
- coletores de corrente da bateria
- materiais condutores da bateria
- eletrólito e bolsa
- Metal Mesh
- fichário de bateria
- separador e fita
- filme laminado de alumínio
- tira de níquel / folha
- Battery Tabs
- materiais de grafeno
- Nickel Felt
- Titanium Fiber Felt
- Bateria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toda a máquina de montagem da bateria
- testador e analisador de bateria
- Battery Safety Tester
- Material Characterization Tester
- máquina de prensagem
- máquina de solda a ponto de metal
- máquina misturadora a vácuo
- máquina de crimpagem / desmontagem
- máquina de selagem a vácuo
- enchimento de eletrólitos
- empilhamento / máquina de enrolamento
- cortador de eletrodos / talhadeira
- malote formando máquina
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Caixa de luva de vácuo
- fornos
- Coaters
- PVD Coater
- pressão hidráulica
- Large Press Machine
- misturador centrífugo planetário / moinho
- moinho de bolas
- máquina de laboratório
- Fornos de vácuo
- câmara de teste de temperatura e umidade
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubadora
- evaporadores rotativos
- Viscometer
- Three Roller Mill
- analisador de área de superfície
- triturador de laboratório
- máquina de cura uv
- congeladores ultra-baixos
- Water Chiller
- Laser Cleaning Machine
- outro equipamento de laboratório
- Cutting Machine
- espuma de eletrodo de metal
Contate-nos
- Se você tiver dúvidas, entre em contato conosco, todas as perguntas serão respondidas
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Adicionar : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Máquina de revestimento de matriz de extrusão de dupla face de alta precisão
Model Number:
TMAX-XHPT-7564S-MMPagamento:
L/C D/A D/P T/T Western UnionDelivery Time:
90 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Anterior:
Máquina de revestimento de matriz de extrusão de precisão de fenda lateral única para linha de produção de bateriasNa próxima:
Máquina automática de injeção de eletrólito de bateria para bateria cilíndrica
Máquina de revestimento de matriz de extrusão de dupla face de alta precisão
1. Apresentação EU introdução de C buraco M máquina S estrutura
1.1 Composição do Equipamento:
① Mecanismo de desenrolamento de eixo único
② Mecanismo de revestimento do primeiro lado
③ Mecanismo de forno de camada dupla
④ Mecanismo de tração
⑤ Mecanismo de revestimento do segundo lado
⑥ Mecanismo de tração
⑦ Mecanismo de enrolamento de eixo duplo
⑧ Sistema de alimentação de precisão (dois conjuntos)
⑨ Sistema de controle elétrico
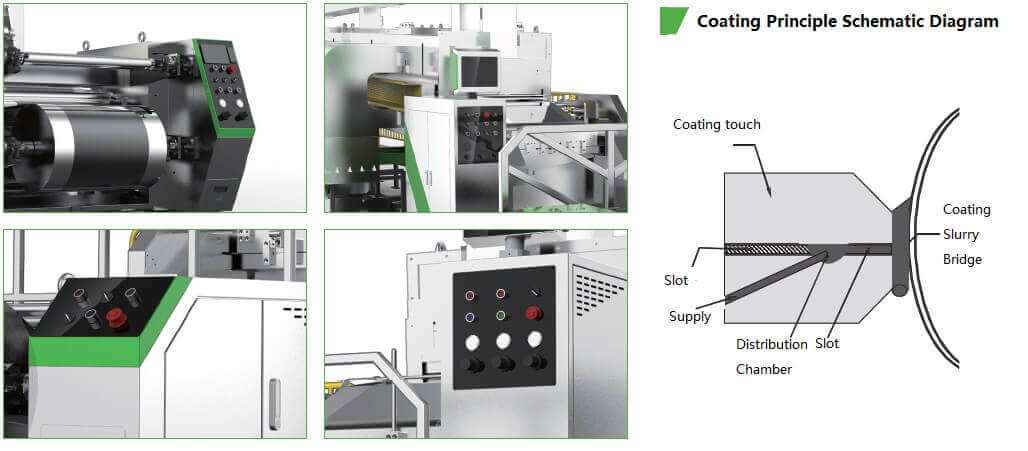
1.2 Processo Tecnológico:
O material de base da placa polar colocada no dispositivo de desenrolamento entra no sistema de tensão de desenrolamento após a correção automática e entra na cabeça de revestimento após o ajuste da tensão de desenrolamento. A placa polar é revestida de acordo com o procedimento de fixação do sistema de revestimento; O pedaço de eletrodo úmido revestido entra no forno da camada inferior e é seco por ar quente; A peça polar após a secagem é retificada pelo sistema retificador, e então a tensão é ajustada pelo sistema de tensão. Ao mesmo tempo, a velocidade de tração é controlada para sincronizar com a segunda velocidade de revestimento. Depois que a peça polar é revestida no verso pela segunda cabeça de revestimento, ela entra no forno superior para secagem por ar quente. Depois que a peça polar após a secagem é retificada pela segunda unidade de tração e ajustada pela tensão, ela é enrolada pelo dispositivo de enrolamento.
2 . Técnico P parâmetros de B bateria E eletrodo
2.1 Espessura adequada do substrato: folha de alumínio: 0,010-0,030 mm, folha de cobre: 0,006-0,030 mm;
2.2 Largura adequada do substrato: folha de alumínio: 300-660 mm, folha de cobre: 300-660 mm;
2.3 Tamanho da bobina de alumínio/cobre da peça polar: abertura do núcleo 3 polegadas;
2.4 Requisitos técnicos para enrolamento e desenrolamento do revestimento: diâmetro da bobina ≤ φ 500mm, diâmetro do núcleo 3 polegadas;
2.5 Pasta de revestimento: depois que a pasta é totalmente agitada e filtrada para atender aos requisitos de revestimento da bateria, ela é enchida em um tanque de corrida e agitada continuamente para manter o desempenho de revestimento da pasta
2.6 Espessura seca de revestimento de lado único (excluindo substrato): 50-150μm ; Espessura máxima do revestimento úmido: 100-500μm (quando a viscosidade da pasta é permitida)
3 . Principal P performance P aramemetros
NÃO. |
P projeto |
P arameter |
R marcas |
1 |
Normal S fez xixi de C flutuando |
≤2 4 m/min |
A velocidade normal do revestimento está relacionada ao sistema de material, espessura do revestimento e teor de sólidos |
2 |
Revestimento S fez xixi UMA precisão E erro |
≤0,1m/min |
|
3 |
Revestimento C idth |
≤650mm |
|
4 |
Revestimento eu comprimento ( S inglês P gelo) |
≤2500mm |
|
5 |
Revestimento M máquina S fez xixi |
40m/min |
|
6 |
No geral eu comprimento de C aveia |
≤43m |
Tem uma ótima relação com a configuração |
7 |
Equipamento UMA ir P ressegurar |
0,6 ~ 0,8 MPa |
Seco e livre de impurezas |
8 |
Solteiro S ideia C flutuando D ry T caipira E erro |
Li(NiCoMn)O2 , LiFePO4, C obalto±2μ (Mn ± 2 μ ) |
Borda, cabeça e cauda 8mm estão excluídos |
9 |
Dobro S ideia C flutuando D ry T caipira E erro |
Li(NiCoMn)O2 , LiFePO4, C obalto±3,0μm (Mn ± 3 μ ) |
|
10 |
Solteiro S ideia C oito E erro em S inglês C quadril |
±1,5% |
Método de medição (FIG. B ) |
11 |
Mínimo C flutuando eu Ength |
20mm |
|
12 |
Mínimo eu Ength D imensão de S inglês P velho P gelo |
50mm |
( O ne revestimento mais lacuna) |
13 |
Mínimo eu Ength D imensão de S inglês D ouble S segmento P velho P gelo |
100mm |
( Dois revestimentos mais folga) |
14 |
Solteiro S ideia T caipira E erro de E eletrodo H ler e T tudo |
-10μm~ +5μm |
|
15 |
Intervalo C flutuando M mínimo G ap |
10mm |
Com a velocidade de revestimento, quanto mais rápida a velocidade, maior a folga mínima . |
16 |
Precisão E erro de C flutuando eu Ength |
±1,0 mm |
Dentro de 3000mm |
17 |
Sobreposição E erro de F frente e B ack C flutuando |
±0,5 mm |
|
18 |
Sobreposição E erro de F frente e B ack C flutuando E borda |
±0,5 mm |
|
19 |
Beira você uniformidade E erro de C descobrindo |
± 1 mm (iniciar o cálculo após 5 voltas) |
Φ rolo de 500mm |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

